Acta Aeronautica et Astronautica Sinica ›› 2026, Vol. 47 ›› Issue (2): 431854.doi: 10.7527/S1000-6893.2025.31854
• Material Engineering and Mechanical Manufacturing • Previous Articles Next Articles
Shu LI, Hengnian ZHANG, He JIANG( ), Zhihao YAO, Jianxin DONG
), Zhihao YAO, Jianxin DONG
Received:2025-02-10
Revised:2025-03-10
Accepted:2025-05-23
Online:2025-06-10
Published:2025-06-06
Contact:
He JIANG
E-mail:jianghe17@sina.cn
Supported by:CLC Number:
Shu LI, Hengnian ZHANG, He JIANG, Zhihao YAO, Jianxin DONG. Process optimization and control of vacuum arc remelting for extra large-sized GH4169 ingot[J]. Acta Aeronautica et Astronautica Sinica, 2026, 47(2): 431854.
Table 1
Physical properties of GH4169 alloy
| 参数 | 数值 |
|---|---|
| 液相密度/(103 kg·m-3) | 7.50 |
| 固相密度/(103 kg·m-3) | 8.15 |
| 液相线/(103 K) | 1.62 |
| 固相线/(103 K) | 1.47 |
| 潜热/(105 J·kg-1) | 2.10 |
| 电导率/[106 A·(V·m)-1] | 7.60 |
| 热导率/[W·(m·K)-1] | 16.72~30.52 (673~1 773 K) |
| 黏度/(mPa·s) | 7.22~5.50 (673~1 773 K) |
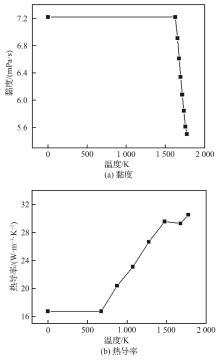
Fig.1
Temperature dependent curves of viscosity and thermal conductivity[11]
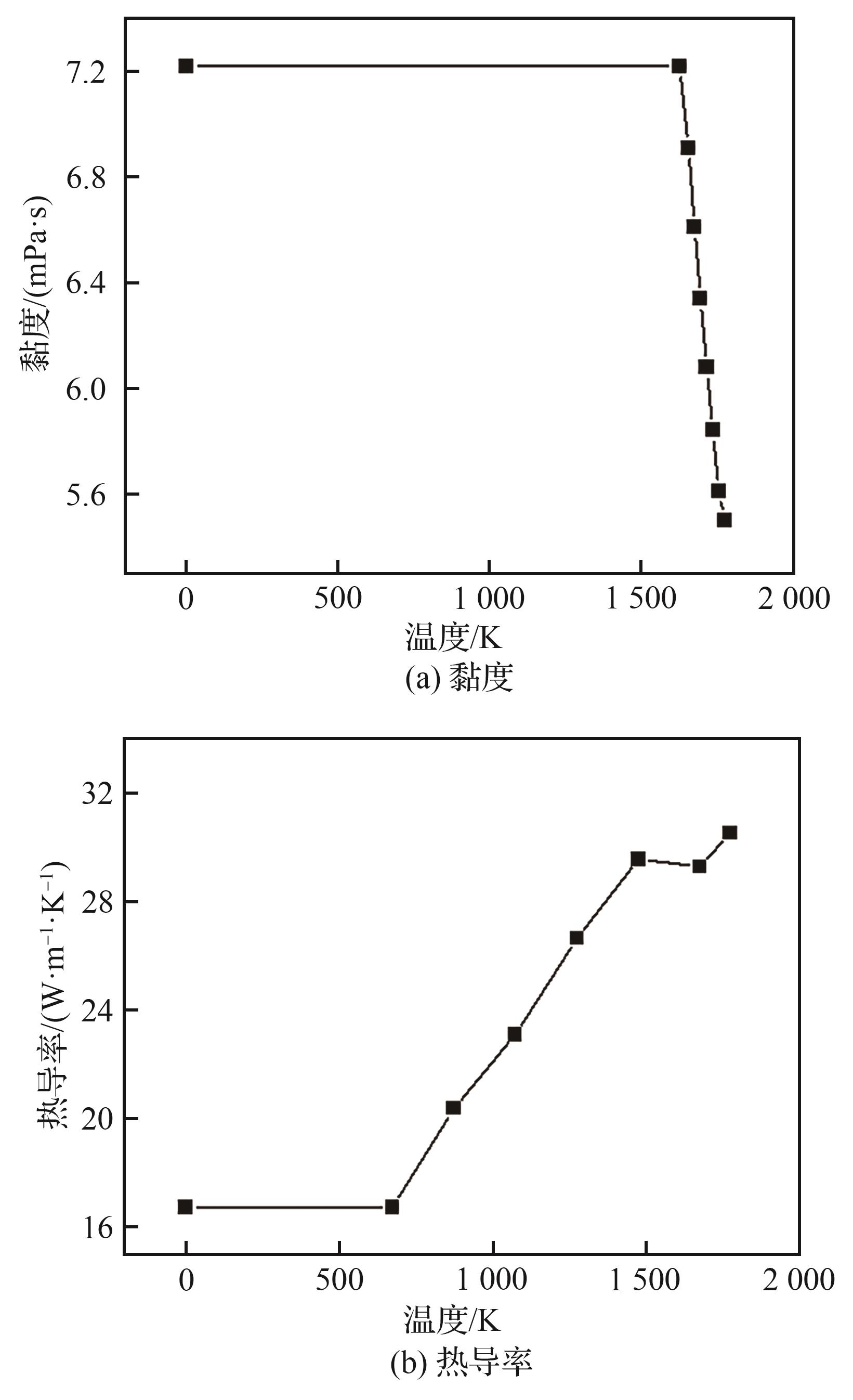
Fig.2
Numerical model and verification of vacuum consumable remelting[18]
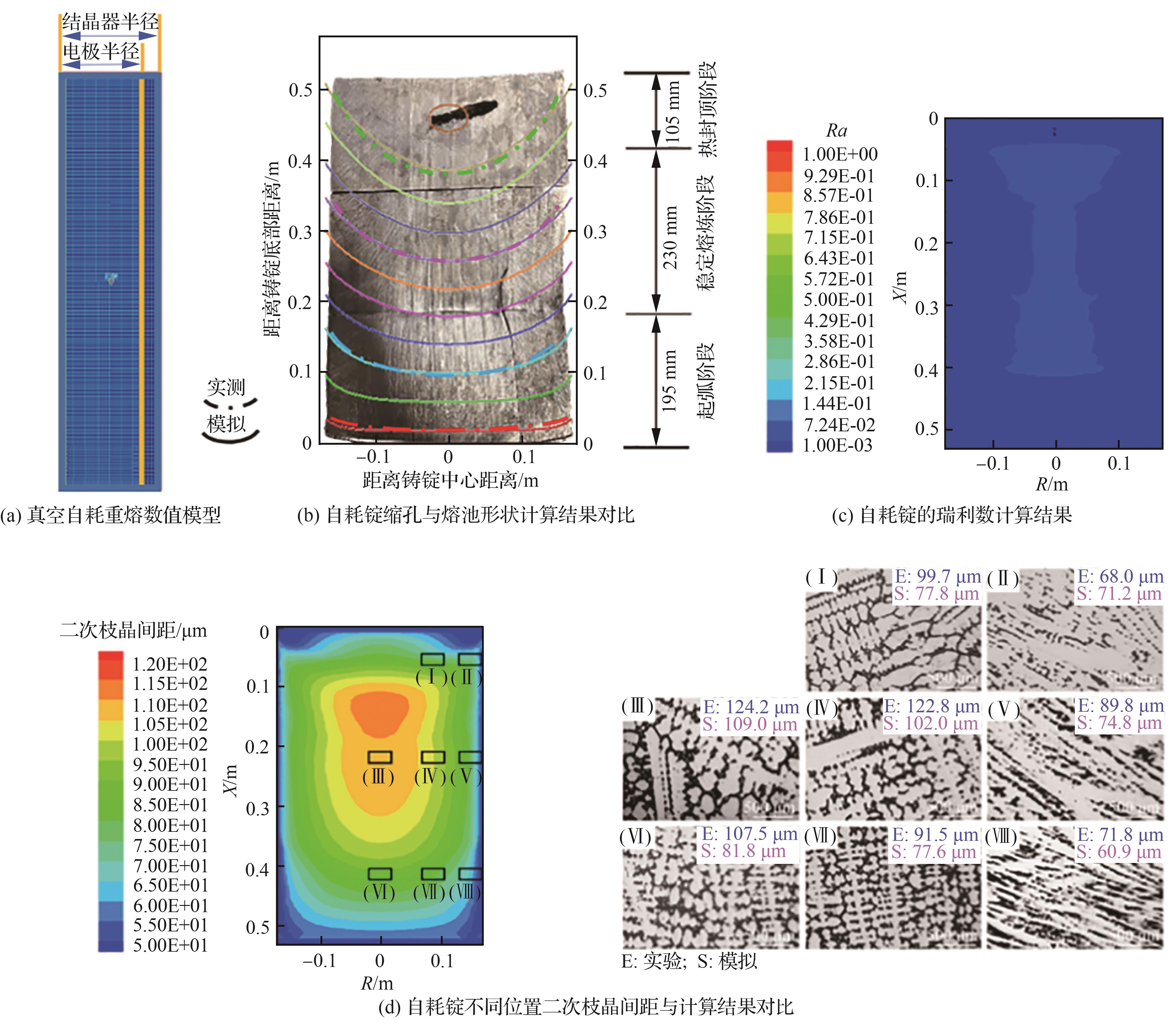
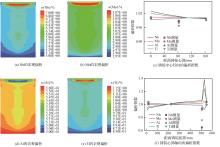
Fig.3
Macro-distribution of elements and simulation validation of 500 kg VAR ingot
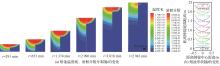
Fig.4
Evolutions of macroscopic temperature field, liquid metal flow field, and molten pool profile in VAR ingot
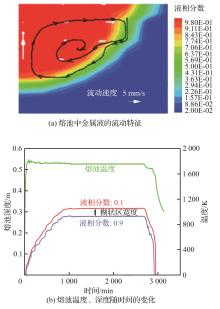
Fig.5
Variation of liquid metal in melting pool and depth and temperature of melting pool
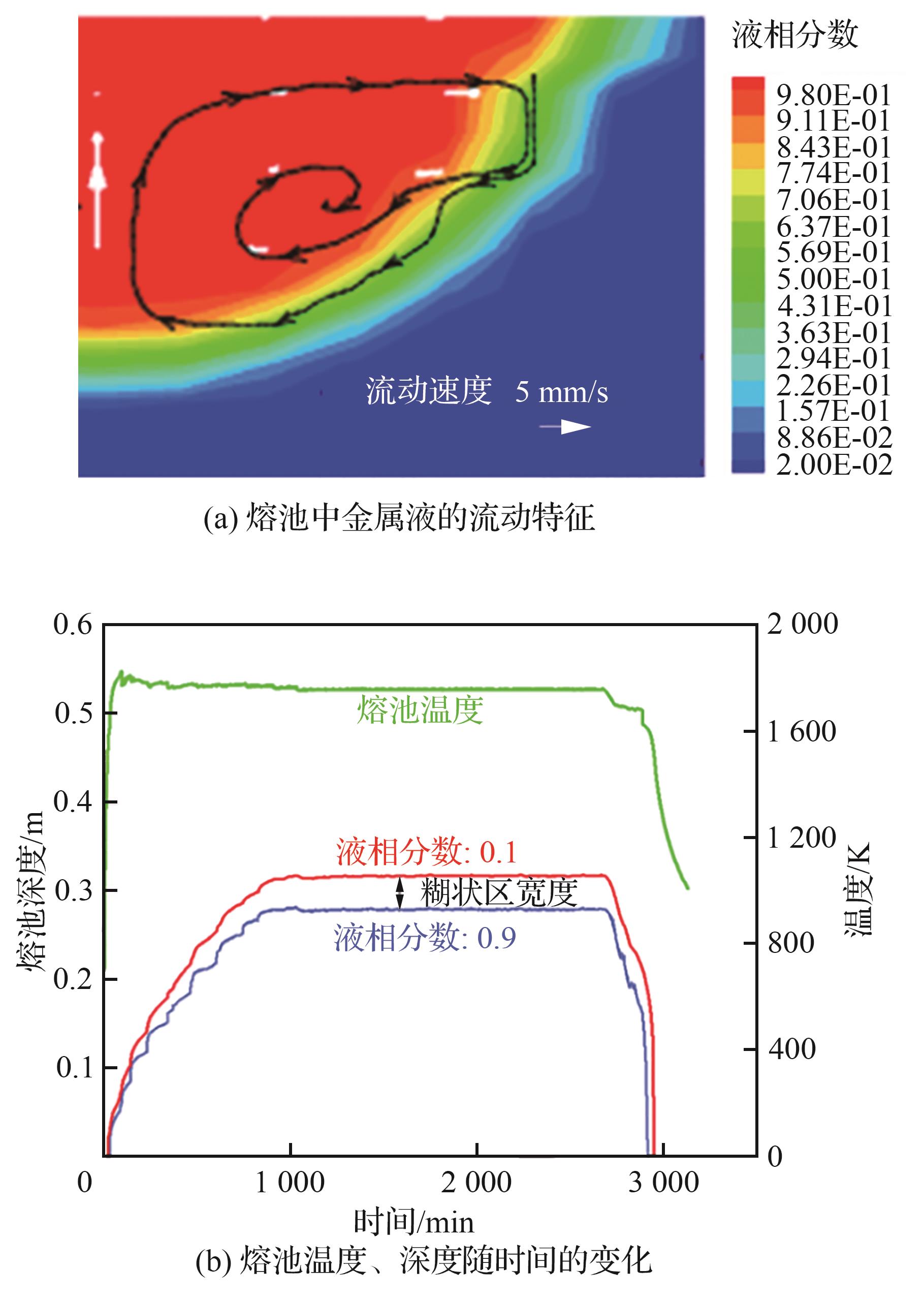
Fig.6
Difference in molten pool profile, secondary dendrite arm spacing, formation probability of segregation and cooling rate under different ingot sizes
Fig.7
Solidification characteristic of ingot
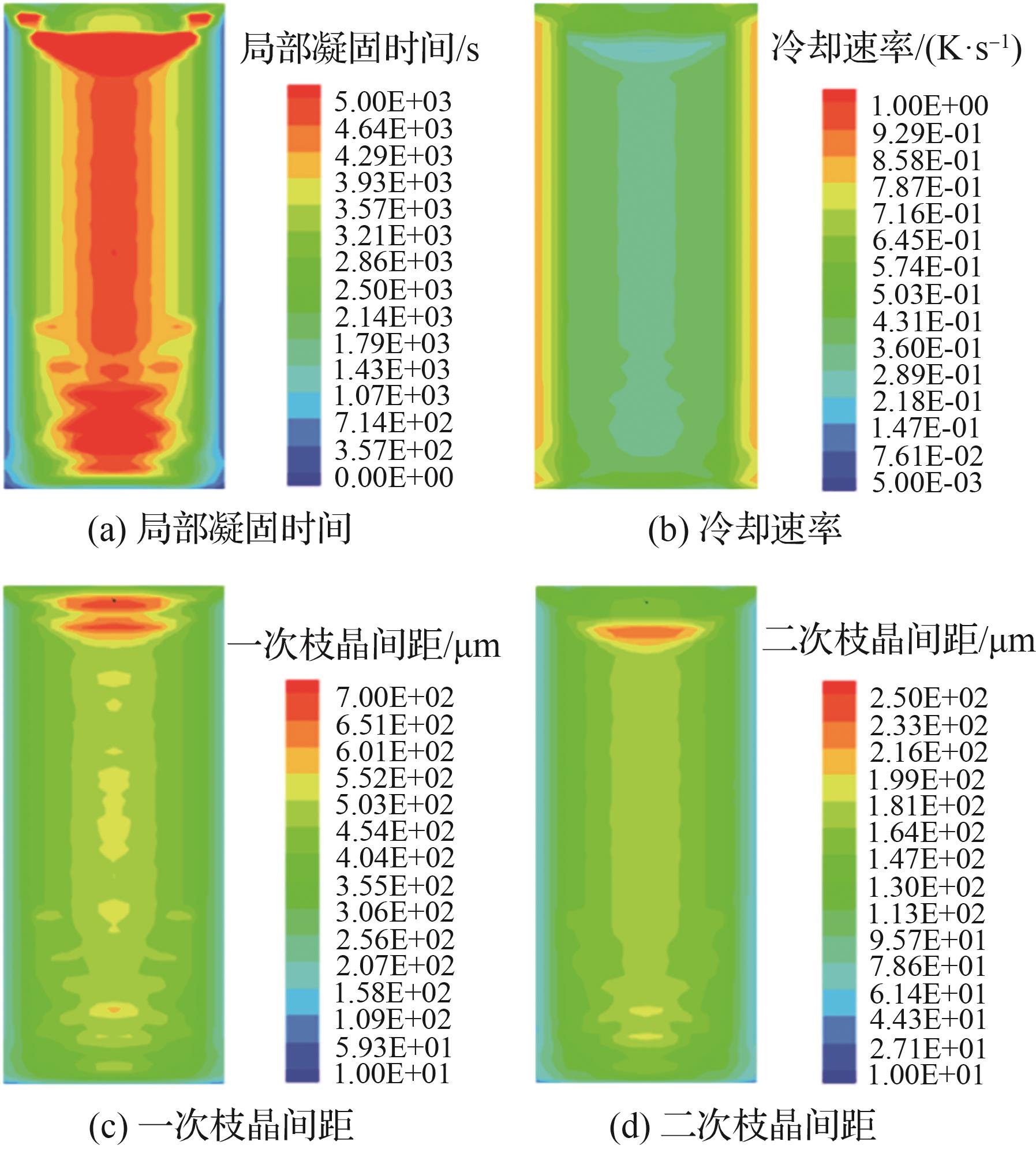
Fig.8
Macro-distribution of elements and variation of segregation index
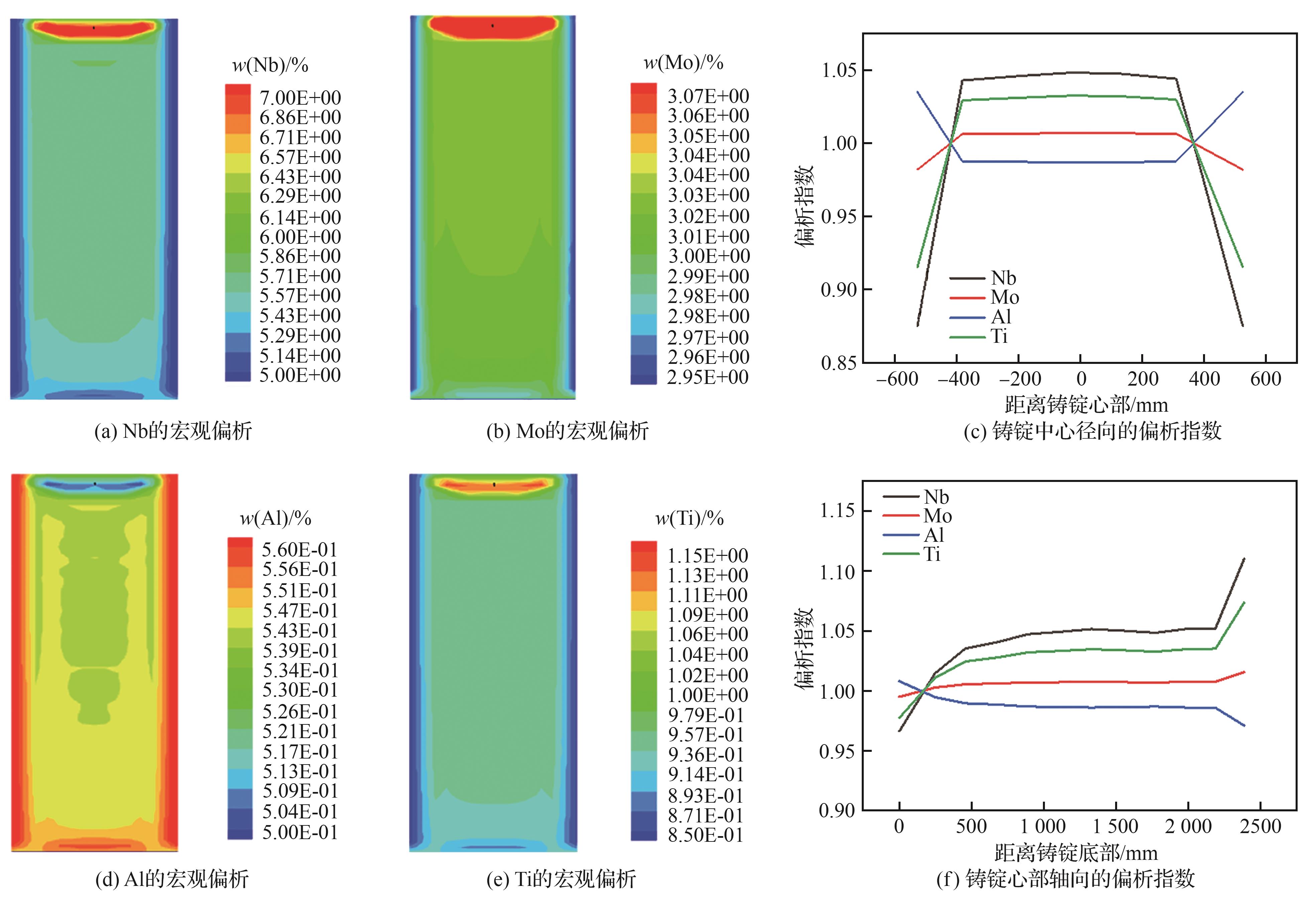
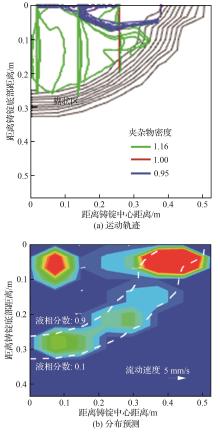
Fig.9
Trajectory and prediction of non-metallic inclusion distribution
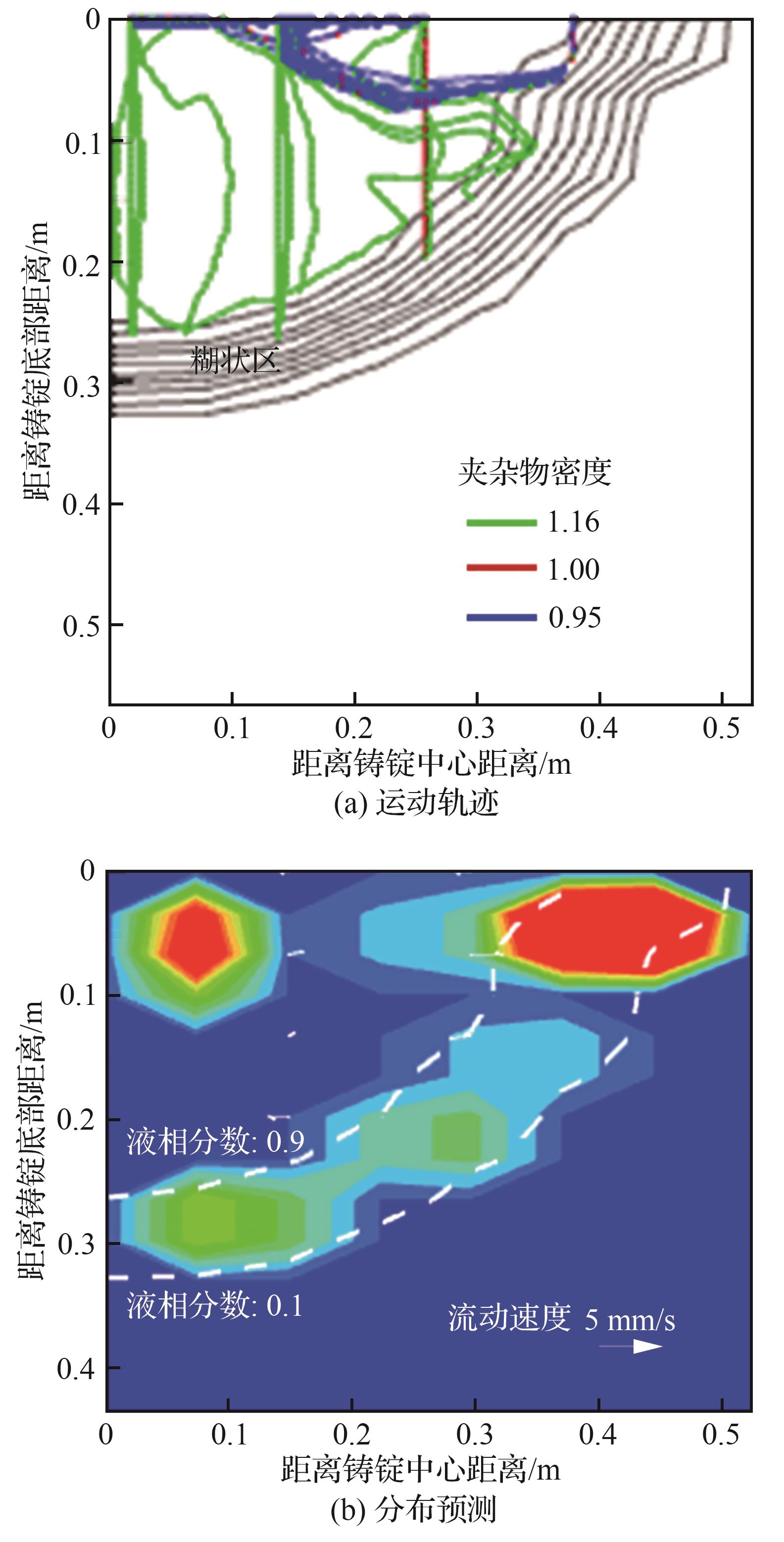

Fig.10
Morphology and elemental distribution of inclusions in center of ingot
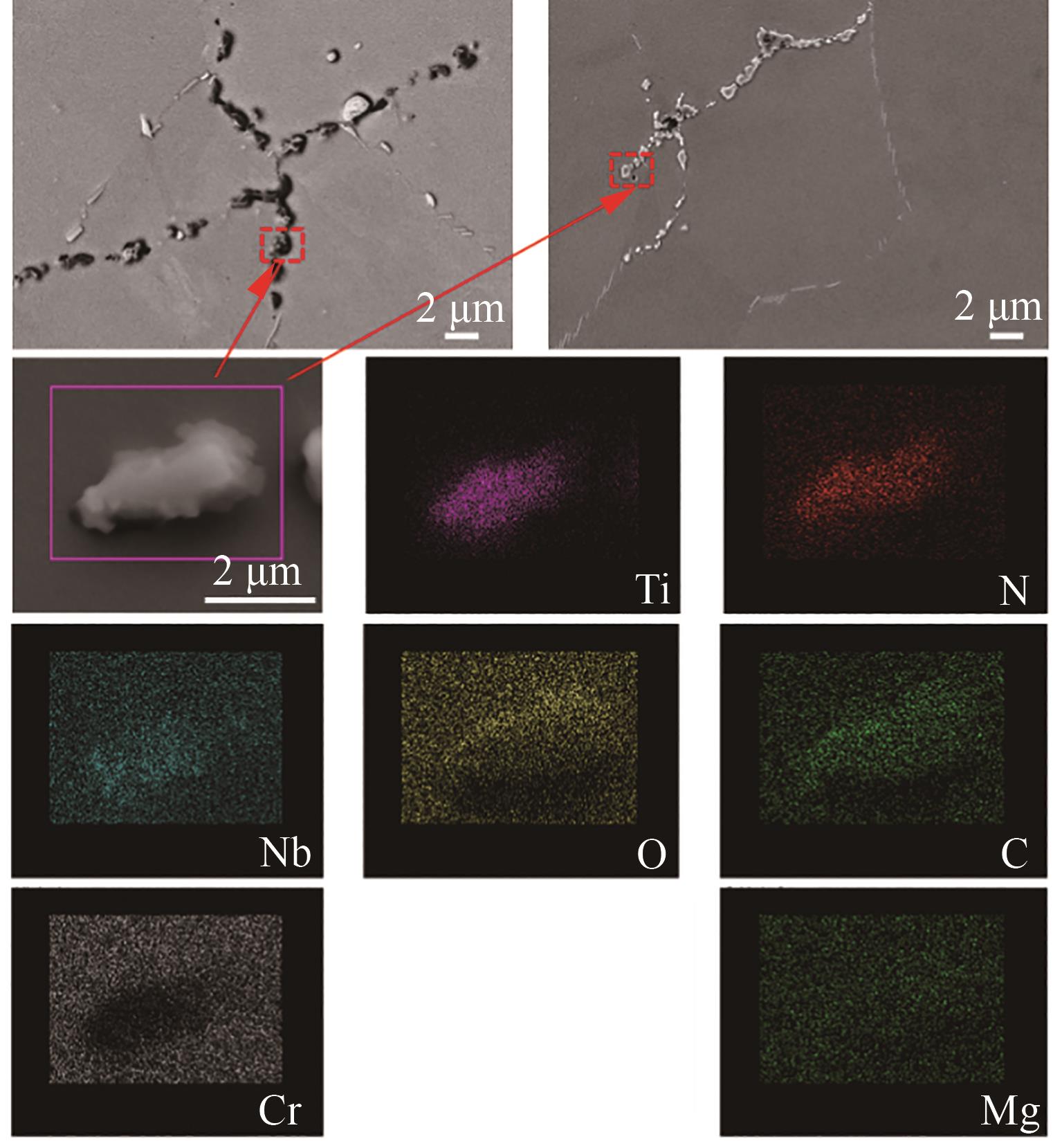
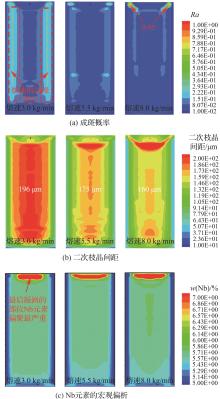
Fig.11
Metallurgical defects under different melting rates
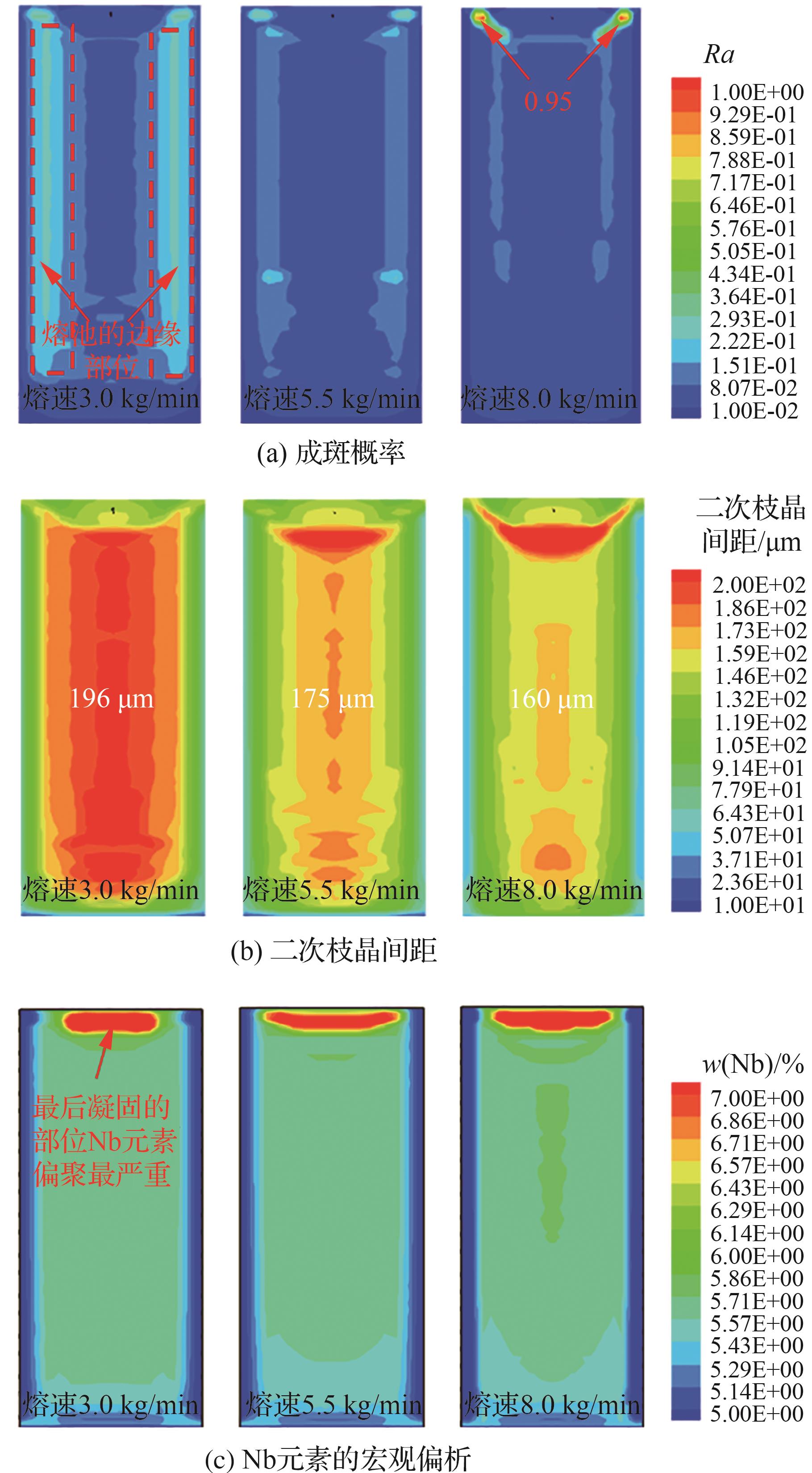
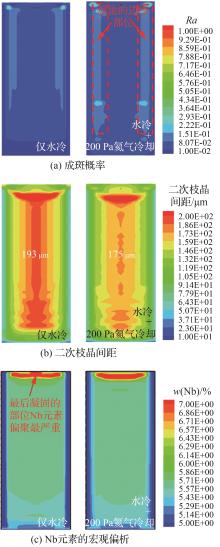
Fig.12
Metallurgical defects of ingots under different cooling conditions
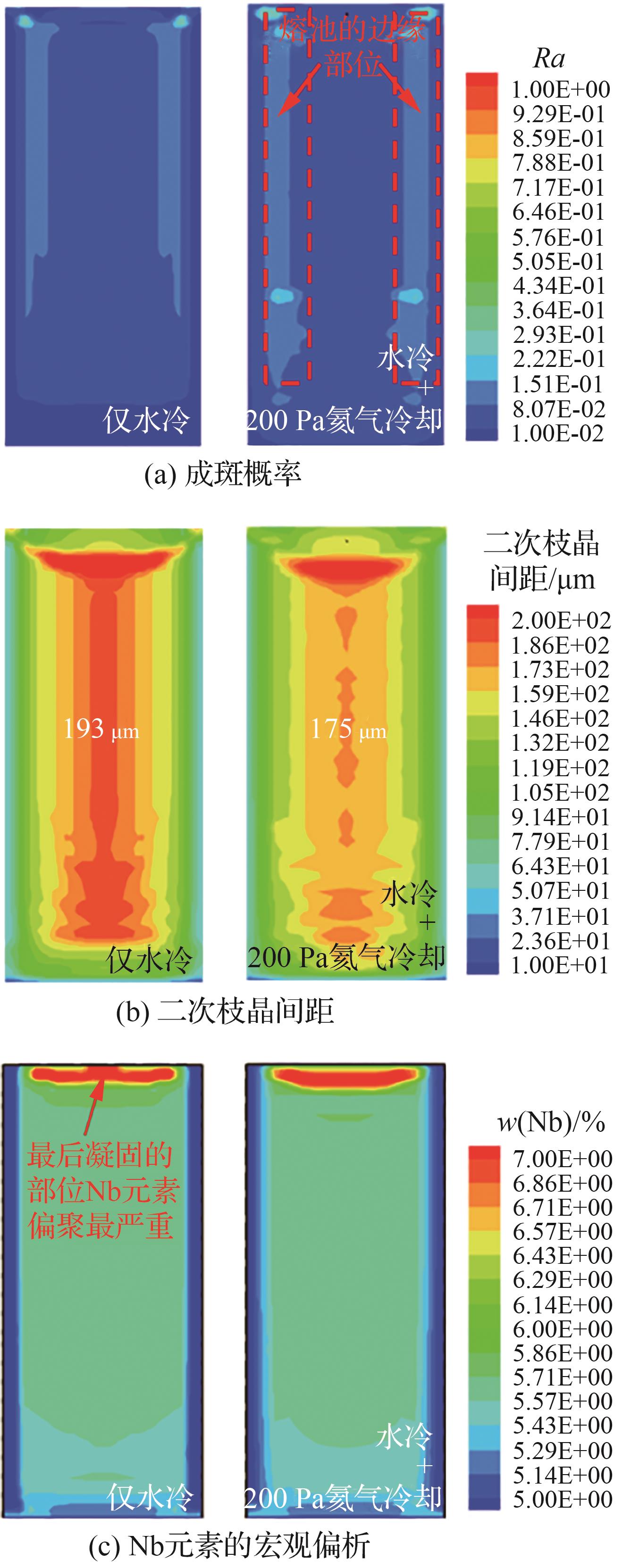
Fig.13
Metallurgical defects under a melting rate of 8 kg/min and water-cooling conditions (surface emissivity of 0.3)
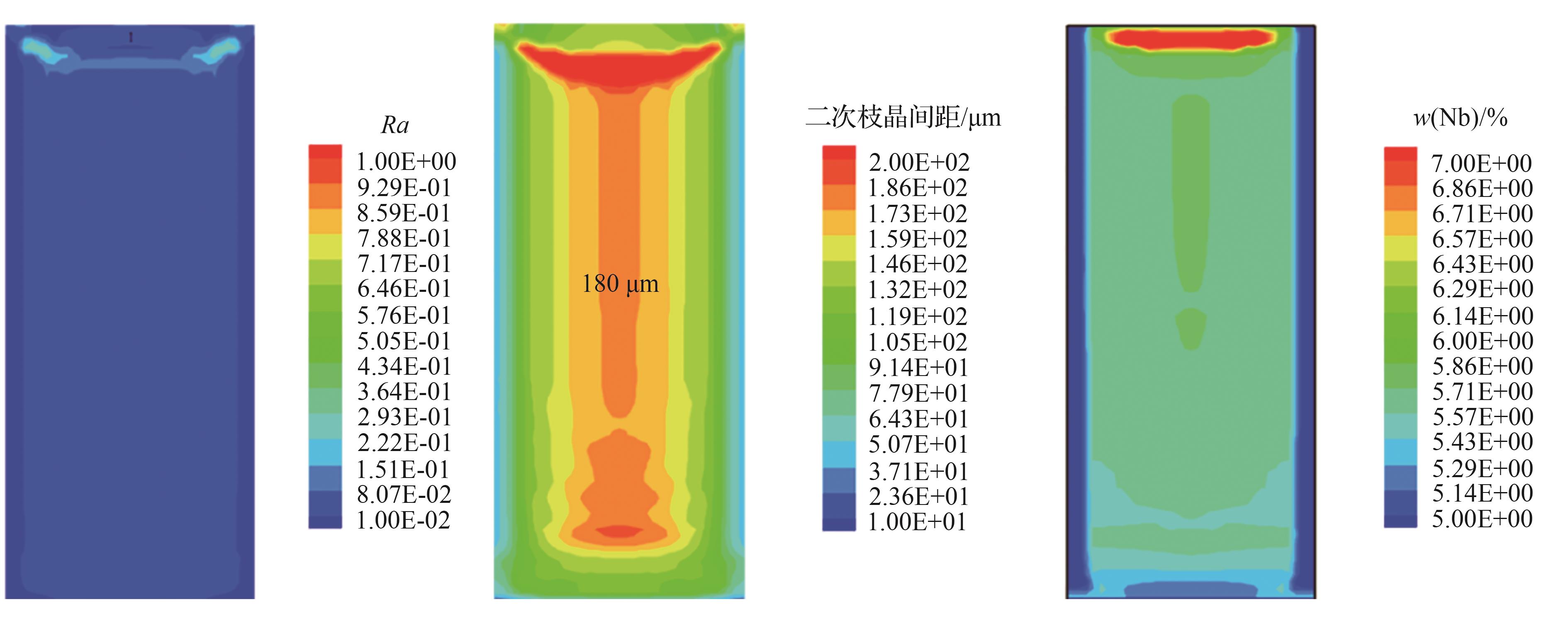
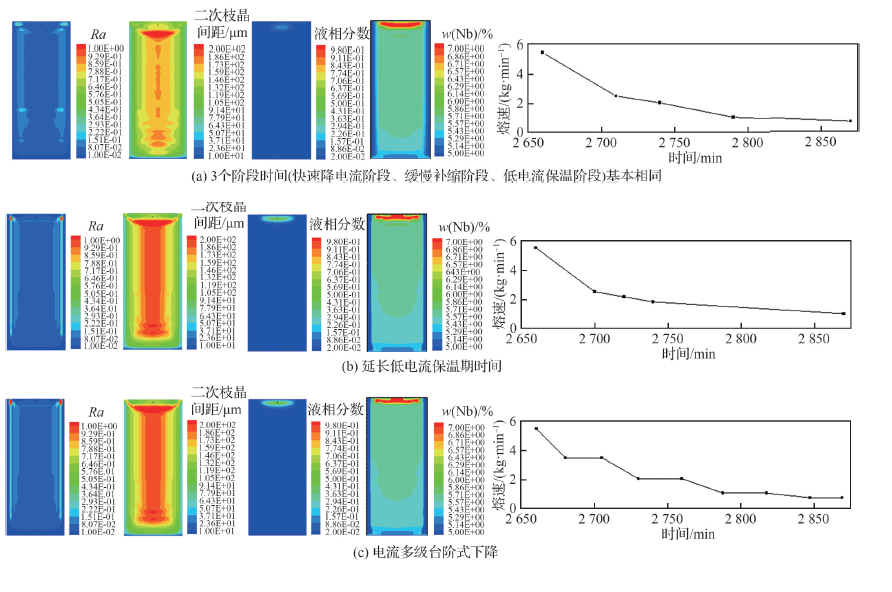
Fig.14
Metallurgical defects of ingots under different hot top processes
| [1] | 王松辉, 苏春民, 钟仁智, 等. GH4169合金大型异形环锻件近净成形技术[J]. 锻压技术, 2025, 50(1): 140-147. |
| WANG S H, SU C M, ZHONG R Z, et al. Near net forming technology on large special-shaped ring forgings of alloy GH4169[J]. Forging & Stamping Technology, 2025, 50(1): 140-147 (in Chinese). | |
| [2] | GAO S Y, WANG M, XIE X Y, et al. Behavior of nitrogen in GH4169 superalloy melt during vacuum induction melting using returned materials[J]. Metals, 2021, 11(7): 1119. |
| [3] | FANG X Y, GONG J N, YU Y Q, et al. Study on the fretting wear performance and mechanism of GH4169 superalloy after various laser shock peening treatments[J]. Optics & Laser Technology, 2024, 170: 110301. |
| [4] | 宁静, 王敖, 毕正绪, 等. 基于仿真的M54超高强度钢真空自耗重熔工艺优化[J]. 特殊钢, 2023, 44(5): 60-68. |
| NING J, WANG A, BI Z X, et al. Optimization of vacuum arc remelting process for M54 ultra-high strength steel based on simulation[J]. Special Steel, 2023, 44(5): 60-68 (in Chinese). | |
| [5] | 杜金辉, 毕中南, 曲敬龙. 三联冶炼GH4169合金研究进展[J]. 金属学报, 2023, 59(9): 1159-1172. |
| DU J H, BI Z N, QU J L. Recent development of triple melt GH4169 alloy[J]. Acta Metallurgica Sinica, 2023, 59(9): 1159-1172 (in Chinese). | |
| [6] | 张勇, 李佩桓, 贾崇林, 等. 变形高温合金纯净熔炼设备及工艺研究进展[J]. 材料导报, 2018, 32(9): 1496-1506. |
| ZHANG Y, LI P H, JIA C L, et al. Research progress of melting purification techniques and equipment for cast & wrought superalloy[J]. Materials Review, 2018, 32(9): 1496-1506 (in Chinese). | |
| [7] | 文豪, 郑亚波, 陈峰, 等. 基于MeltFlow-VAR的TC2钛合金铸锭熔炼工艺研究[J]. 世界有色金属, 2022(14): 12-15. |
| WEN H, ZHENG Y B, CHEN F, et al. Research on melting technology of TC2 titanium alloy ingot depend on MeltFlow-VAR[J]. World Nonferrous Metals, 2022(14): 12-15 (in Chinese). | |
| [8] | LI X, ZHANG T, JIANG H, et al. Predicting the three-dimensional grain structure of superalloys during vacuum arc remelting process[J]. Journal of Materials Research and Technology, 2023, 25: 5938-5949. |
| [9] | 杨曙磊, 王曦伟, 田强, 等. GH4742合金真空自耗铸锭中夹杂物分布特征[J]. 特殊钢, 2024, 45(4): 61-67. |
| YANG S L, WANG X W, TIAN Q, et al. Distribution characteristics of inclusions in GH4742 superalloy ingot by vacuum arc remelting[J]. Special Steel, 2024, 45(4): 61-67 (in Chinese). | |
| [10] | 李艳影, 丁晨, 闵新华, 等. 真空自耗熔炼的数值模拟在TC11钛合金产品中的应用[J]. 宝钢技术, 2024(4): 25-29. |
| LI Y Y, DING C, MIN X H, et al. Numerical simulation of vacuum arc remelting in the application of TC11 titanium alloy products[J]. Baosteel Technology, 2024(4): 25-29 (in Chinese). | |
| [11] | JIANG D B, YANG F Z, ZHANG J, et al. Effect of feeding parameters on ingot segregation and shrinkage pore in vacuum arc remelting[J]. Journal of Iron and Steel Research International, 2023, 30(6): 1268-1278. |
| [12] | KELKAR K M, PATANKAR S V, MITCHELL A, et al. Metals process simulation[M]. Cleveland: ASM International, 2010: 196-213. |
| [13] | KELKAR K M, PATANKAR S V, MITCHELL A, et al. Computational modeling of the Vacuum Arc Remelting (VAR) process used for the production of ingots of Titanium alloys[C]∥11th World Conference on Titanium. Pittsburgh: The Minerals, Metals & Materials Society, 2007: 3-7. |
| [14] | BEAMAN J J, FELIPE LOPEZ L, WILLIAMSON R L. Modeling of the vacuum arc remelting process for estimation and control of the liquid pool profile[J]. Journal of Dynamic Systems, Measurement, and Control, 2014, 136(3): 031007. |
| [15] | MITCHELL A. Influence of process parameters during secondary melting of nickel based superalloys[J]. Materials Science and Technology, 2009, 25(2): 186-190. |
| [16] | EICKHOFF M, RüCKERT A, PFEIFER H, et al. Measurement of emission coefficients for alloy 718 to improve numerical simulation of industrial scale var process[C]∥International Conference on Modelling and Simulation of Metallurgical Processes in Steelmaking, Bardolino: AIM, 2015: 6. |
| [17] | REITER G, MARONNIER V, SOMMITSCH C. Numerical simulation of the VAR process with Calcosoft-2D and its validation[C]∥Proceedings of Liquid Metals Processing and Casting Symposium. New York: Springer Science and Business Media LLC, 2003: 77-86. |
| [18] | ZHANG H N, LI X, ZHANG T, et al. Remelting model and cracking criterion for vacuum arc remelting of superalloys: Taking IN718 as an example[J]. Metallurgical and Materials Transactions B, 2024, 55(5): 3848-3865. |
| [19] | AUBURTIN P, WANG T, COCKCROFT S L, et al. Freckle formation and freckle criterion in superalloy castings[J]. Metallurgical and Materials Transactions B, 2000, 31(4): 801-811. |
| [20] | BHAR R, JARDY A, CHAPELLE P, et al. 3D numerical simulation of the var consumable electrode melting process[J]. Metallurgical and Materials Transactions B, 2020, 51(6): 2492-2503. |
| [21] | 高帆, 刘宏武, 冯像征, 等. 300 mm直径γ-TiAl母合金铸锭真空自耗过程数值模拟[J]. 航空制造技术, 2024, 67(23):58-64. |
| GAO F, LIU H W, FENG X Z, et al. Numerical simulation of vacuum arc remelting process for Φ300 mm γ-TiAl alloy ingot[J]. Aeronautical Manufacturing Technology, 2024, 67(23): 58-64 (in Chinese). | |
| [22] | 刘艳梅, 陈国胜, 王庆增, 等. GH4169合金真空自耗重熔铸锭显微疏松的形成规律及熔速影响[J]. 航空材料学报, 2011, 31(4): 18-23. |
| LIU Y M, CHEN G S, WANG Q Z, et al. Formation law of microporosity in GH4169 alloy vacuum arc remelting ingot and influence of melting rate[J]. Journal of Aeronautical Materials, 2011, 31(4): 18-23 (in Chinese). | |
| [23] | 李莹莹. 大规格钛合金真空自耗铸锭热封顶技术探讨[J]. 特种铸造及有色合金, 2020, 40(3): 324-326. |
| LI Y Y. Hot topping of the large-size finished titanium alloy ingot by VAR[J]. Special Casting & Nonferrous Alloys, 2020, 40(3): 324-326 (in Chinese). | |
| [24] | ZHAO P, GU Y, YANG S F, et al. Study on the molten pool behavior, solidification structure, and inclusion distribution in an industrial vacuum arc remelted nickel-based superalloy[J]. Metallurgical and Materials Transactions B, 2023, 54(2): 698-711. |
| [25] | 张立红, 陈杰, 曹秀丽, 等. 氦气冷却真空自耗冶炼GH738合金冶金质量[J]. 上海钢研, 2005(3): 20-23. |
| ZHANG L H, CHEN J, CAO X L, et al. Metallurgical quality of GH738 alloy melting in VAR furnace with helium gas cooling[J]. Shonghai Steel & Iron Research, 2005(3): 20-23 (in Chinese). | |
| [26] | 杨富仲, 张健, 张立峰, 等. 镍基高温合金真空自耗数值模拟[J]. 钢铁研究学报, 2022, 34(9): 916-924. |
| YANG F Z, ZHANG J, ZHANG L F, et al. Numerical simulation of vacuum arc remelting nickel-based superalloy[J]. Journal of Iron and Steel Research, 2022, 34(9): 916-924 (in Chinese). | |
| [27] | 孔豪豪, 杨树峰, 曲敬龙, 等. GH4169铸锭中夹杂物的类型及分布规律[J]. 航空学报, 2020, 41(4): 423306. |
| KONG H H, YANG S F, QU J L, et al. Type and distribution of inclusion in GH4169 nickel based superalloy[J]. Acta Aeronautica et Astronautica Sinica, 2020, 41(4): 423306 (in Chinese). | |
| [28] | JIANG D B, REN Y, ZHANG L F. Numerical simulation of inclusion distribution in vacuum arc remelting ingot[J]. Metallurgical and Materials Transactions B, 2023, 54(3): 1342-1351. |
| [29] | 赵朋, 桂凯璇, 曲敬龙, 等. φ690 mm大尺寸GH4738合金真空自耗重熔数值模拟与工业试验[J]. 特殊钢, 2024, 45(4): 55-60. |
| ZHAO P, GUI K X, QU J L, et al. Numerical simulation and industrial experiment of vacuum arc remelting φ690 mm large-sized GH4738 superalloy ingot[J]. Special Steel, 2024, 45(4): 55-60 (in Chinese). | |
| [30] | YU K O, DOMINGUE J A. Control of solidification structure in VAR and ESR processed alloy 718 ingots[C]∥Superalloys 718 Metallurgy and Applications (1989). Pittsburgh: The Minerals, Metals & Materials Society, 1989: 33-48. |
| [31] | YANG S L, TIAN Q, YU P, et al. Numerical simulation and experimental study of vacuum arc remelting (VAR) process for large-size GH4742 superalloy[J]. Journal of Materials Research and Technology, 2023, 24: 2828-2838. |
| [32] | 丁世伟, 姜东滨, 张立峰. GH4169高温合金真空自耗数值模拟[J]. 连铸, 2024, 49(3): 64-73. |
| DING S W, JIANG D B, ZHANG L F. Numerical simulation of vacuum arc remelting of GH4169 superalloy[J]. Continuous Casting, 2024, 49(3): 64-73 (in Chinese). |
| [1] | Jun DU, Ao CUI, Zhiqiang LI, Zhihao WAN. Influence of droplet transition mode on deposition morphology in droplet-arc hybrid additive manufacturing [J]. Acta Aeronautica et Astronautica Sinica, 2025, 46(17): 431710-431710. |
| [2] | Zheming FAN, Weizhu YANG, Yan ZENG, Zhenan ZHAO, Lei LI. Anisotropic tensile properties of GH4169 alloy repaired by laser direct energy deposition [J]. Acta Aeronautica et Astronautica Sinica, 2024, 45(8): 429129-429129. |
| [3] | Hongwei LI, Xuelin LEI, Chengcheng ZHANG, Chaozong TANG, Shenglong KANG, Yalong CHEN, Lyuyi CHENG, Xiancheng ZHANG. Optimization of process parameters for multi⁃annular convex hull rotating cold expansion and extrusion reinforcement of GH4169 high⁃temperature alloy hole structures [J]. Acta Aeronautica et Astronautica Sinica, 2024, 45(16): 429692-429692. |
| [4] | Ming ZHU, Zongzhi ZHANG, Qian YANG, Yu SHI, Ding FAN. Characterization and analysis of melting behavior of powder in coaxial laser cladding [J]. Acta Aeronautica et Astronautica Sinica, 2023, 44(24): 428581-428581. |
| [5] | DUAN Yucong, WANG Xuede, ZHOU Xin, ZHANG Peiyu, GUO Xiyang, CHENG Xing, FAN Junwei. Machine learning of emission intensity signal of laser powder bed fusion molten pool [J]. ACTA AERONAUTICAET ASTRONAUTICA SINICA, 2022, 43(9): 425855-425855. |
| [6] | CHEN Keming, TIAN Ruozhou, GUO Sujuan, WANG Runzi, ZHANG Chengcheng, CHEN Haofeng, ZHANG Xiancheng, TU Shandong. Creep fatigue life prediction of aero-engine turbine disc under cyclic thermal load [J]. ACTA AERONAUTICAET ASTRONAUTICA SINICA, 2022, 43(5): 225290-225290. |
| [7] | QU Ruizhi, HUANG Liangpei, XIAO Dongming. Numerical simulation of melt pool evolution and metal spattering characterization during selective laser melting processing [J]. ACTA AERONAUTICAET ASTRONAUTICA SINICA, 2022, 43(4): 525240-525240. |
| [8] | CHEN Bo, MENG Zheng, MA Chengyuan, XI Xin, WANG Xinxin, TAN Caiwang, SONG Xiaoguo. Welding properties and molten pool flow behavior of TC4 titanium alloy by oscillating galvanometer laser [J]. ACTA AERONAUTICAET ASTRONAUTICA SINICA, 2022, 43(4): 525223-525223. |
| [9] | YAO Ping, WANG Runzi, GUO Sujuan, ZHANG Xiancheng. Finite element simulations of creep-fatigue behavior and life assessment of GH4169 alloy [J]. ACTA AERONAUTICAET ASTRONAUTICA SINICA, 2018, 39(12): 422193-422193. |
| [10] | WANG Tao, CHEN Guoding, JU Jiangtao. Experimental Study of Constitutive Relationship of Superalloy GH4169 Under High Strain Rates [J]. ACTA AERONAUTICAET ASTRONAUTICA SINICA, 2013, 34(4): 946-953. |
| [11] | MA Yiwei, WANG Zhihong, LIU Dong, ZHU Xinglin, YANG Zhishuo. Optimization of Rotational Speed of Main Roll in Profile Ring Rolling of GH4169 Alloy [J]. ACTA AERONAUTICAET ASTRONAUTICA SINICA, 2011, 32(8): 1555-1562. |
| [12] | Liu Dong;Fu Mingjie;Wan Ziyong;Yang Yong;Zhang Hua. Rolling Strategies in the Rolling Process of GH4169 Alloy with Rectangle Crosssection Ring [J]. ACTA AERONAUTICAET ASTRONAUTICA SINICA, 2007, 28(5): 1276-1280. |
| [13] | Liu Dong;Luo Zijian. NUMERICAL SIMULATION OF DIRECT AGED FORGING PROCESS OF GH4169 ALLOY [J]. ACTA AERONAUTICAET ASTRONAUTICA SINICA, 1997, 18(1): 37-43. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||
Address: No.238, Baiyan Buiding, Beisihuan Zhonglu Road, Haidian District, Beijing, China
Postal code : 100083
E-mail:hkxb@buaa.edu.cn
Total visits: 6658907 Today visits: 1341All copyright © editorial office of Chinese Journal of Aeronautics
All copyright © editorial office of Chinese Journal of Aeronautics
Total visits: 6658907 Today visits: 1341