
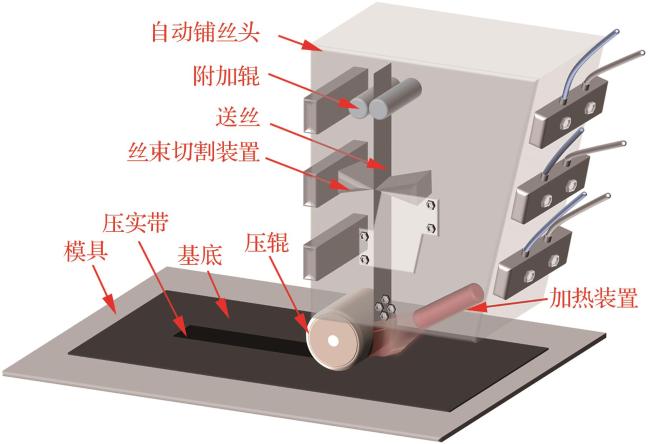
1 自动铺丝铺层缺陷成因与性能影响
1.1 自动铺丝典型缺陷类型及形成机理
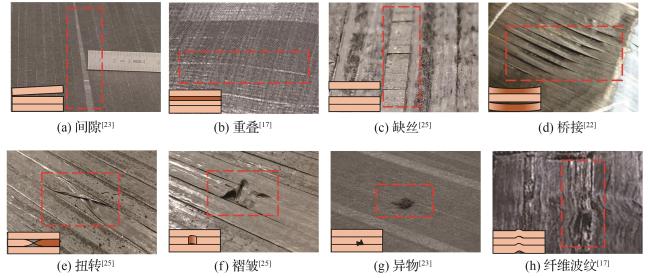
表1 铺层缺陷类型及其形成机理Table 1 Types and formation mechanisms of layup defects |
| 缺陷类型 | 形成机理 | 文献 |
|---|---|---|
| 间隙/重叠 | 轨迹控制精度不足,导致丝束重新送入路径时与预设位置不一致,产生位置偏差 | [25-26,28] |
| 缺丝 | 张力过大或压辊压力不足,造成丝束贴合度差,易脱落或无法正常铺放 | [22,29] |
| 扭转 | 丝束制造或导入过程控制不当,导向阻塞或设备振动引起轴向扭转 | [17,29] |
| 褶皱 | 轨迹曲率大或路径控制精度低,铺放头运行抖动导致丝束折叠变形 | [17] |
| 桥接 | 凹面铺放中张力与压力控制不协调,导致丝束抬起,无法紧贴模具表面 | [9,17,22] |
| 异物 | 丝束边缘摩擦生成绒毛堆积或生产环境中混入杂质,附着于铺层表面 | [22,30-31] |
| 纤维波纹 | 多种缺陷积累引起贫/富树脂区,纤维排列错位,形成局部起伏的厚度不均 | [17,29] |
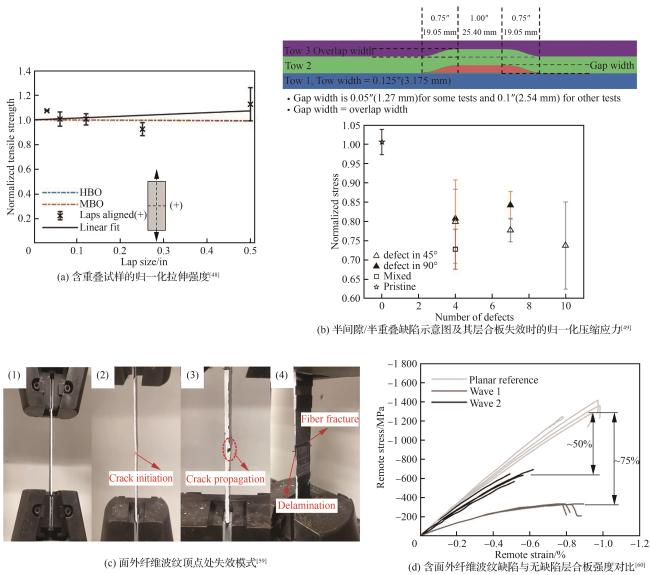
1.2 铺层缺陷对复合材料力学性能的影响
2 自动铺丝铺层缺陷检测与表征方法
2.1 自动铺丝铺层缺陷检测方法
2.1.1 基于点云分析和图像分割的缺陷检测方法
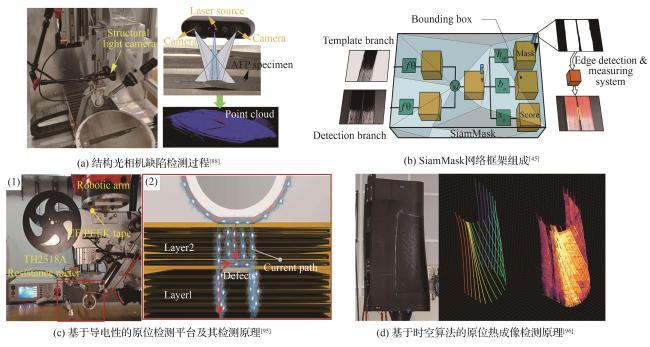
2.1.2 基于物理特性的缺陷检测方法
2.1.3 基于红外热成像和时空数据的缺陷检测
方法
2.1.4 基于深度学习目标检测算法的在线缺陷检测方法
表3 AFP缺陷检测方法的分类与对比分析Table 3 Classification and comparative analysis of AFP defect detection methods |
| 方法类别 | 检测方法 | 优势 | 局限性 | 文献 |
|---|---|---|---|---|
| 基于点云分析和 图像分割的方法 | 结构光点云分析与PointNet++ | 精度高,实时性强,成本低 | 点云数据量大,算力要求高 | [88] |
| SiamMask图像分割 | 精度高,处理速度快 | 对图像清晰度与角度敏感 | [45] | |
| 图像滤波与自适应阈值 | 抗干扰能力强,适应 复杂纹理 | 通用性较弱 | [94] | |
| 基于物理特性的方法 | 电阻变化检测 | 原位检测,适合层间 缺陷监测 | 依赖电导率数据库,设备 需频繁校准 | [95] |
| 基于红外热成像与 时空数据的方法 | 空间-时间热成像重建 | 精度高,抗热扩散影响 | 依赖热像仪性能,速度 受帧率影响 | [96] |
| 综合热成像框架 | 多功能集成,定量分析 能力强 | 对设备帧率与空间分辨率 依赖强 | [97-98] | |
| 基于深度学习 目标检测的方法 | 改进YOLOv7(BiFormer+AFPN) | 精度高,识别小缺陷能力强 | 模型复杂,部署成本高 | [99] |
| 改进YOLOv5与空间金字塔扩张卷积 | 运行快,多尺度适应性强 | 数据集依赖高,剪枝敏感 | [100] | |
| 深度学习网络SMSDDNet | 精度高,适应复杂目标形态 | 网络结构复杂,算力要求高 | [102] |
2.2 自动铺丝铺层缺陷表征方法
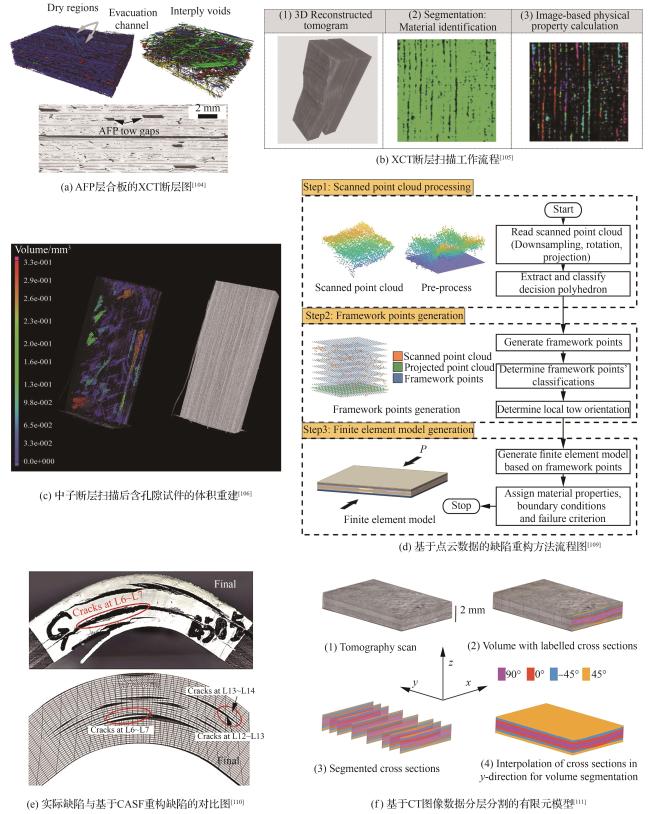
表4 AFP缺陷表征方法的分类与对比分析Table 4 Classification and comparative analysis of AFP defect characterization methods |
| 表征方法 | 关键技术特征 | 优势 | 局限性 | 文献 |
|---|---|---|---|---|
| X射线计算机 断层扫描 | 无损三维成像,孔隙定量可视 | 分辨率高,三维结构信息完整 | 穿透深度有限,热塑性复材存在盲区 | [104-105] |
| 中子成像技术 | 中子对孔隙敏感,穿透性强 | 穿透深、对轻质缺陷识别 能力强 | 成本高,设备少,分辨率较低 | [106] |
| 超声无损检测 | 脉冲回波与衰减分析 | 非接触,成本低,识别效率高 | 空间分辨率低,易误判 | [107-108] |
| 点云数据三维建模 | 分层点云重构真实 间隙缺陷形貌 | 可用于有限元仿真 | 点云噪声大,建模流程复杂 | [109] |
| CASF三维几何重建 | 基于铺放压实行为与 几何轨迹重建缺陷形貌 | 缺陷形貌真实、预测性能准确 | 未考虑树脂流动,建模复杂,对厚度依赖大 | [110] |
| 显微XCT自动建模 | 高分辨显微CT图像和 分层网格自动生成 | 建模精度高,适用于中尺度仿真 | 计算量大,耗时长 | [111] |
3 自动铺丝技术的工艺优化方法
3.1 自动铺丝工艺参数对铺层质量的影响及其优化方法
3.1.1 铺放速度
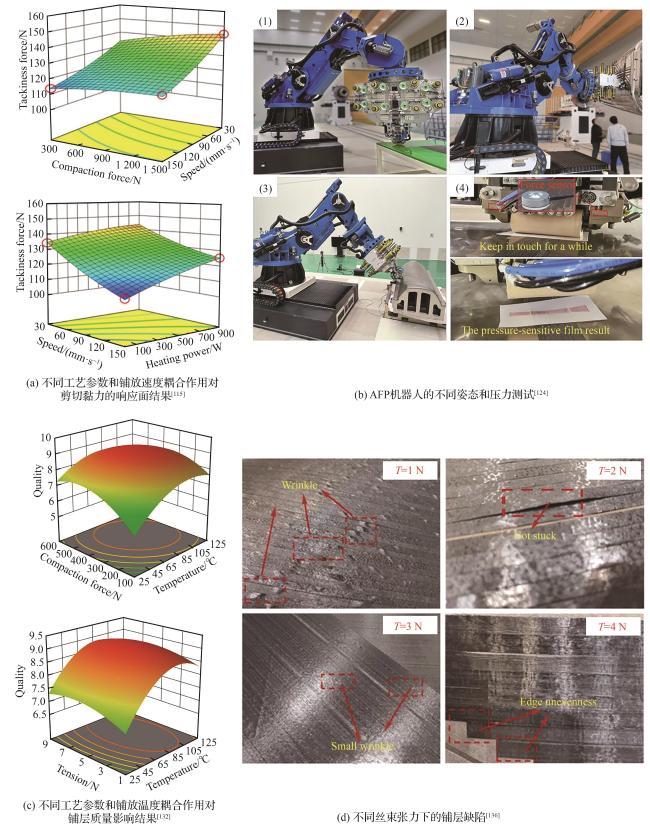
3.1.2 铺放压力
3.1.3 铺放温度
3.1.4 丝束张力
表5 关键工艺参数的优化方法及其技术特征Table 5 Optimization methods and technical characteristics of key process parameters |
| 工艺参 数类型 | 优化方法类型 | 关键技术特征 | 适用场景 | 文献 |
|---|---|---|---|---|
| 铺放速度 | 经验参数设定法 | 通过人工试验确定经验范围 | 平面/低曲率结构 | [113-114] |
| 响应面法 | 统计设计多因素交互作用 | 典型平面结构 | [115] | |
| 响应面与多尺度协同优化组合法 | 集成响应面与多尺度模型,构建复杂目标函数 | 高性能曲面结构 | [11,116] | |
| 铺放压力 | 经验参数设定法 | 通过人工试验确定经验范围 | 平面/低曲率结构 | [113] |
| 压辊结构优化法 | 采用多自由度结构设计/结合压敏薄膜 试验与仿真,迭代改进压辊设计参数 | 大曲率/异形曲面结构 | [106,120-122] | |
| 传感器实时反馈控制法 | 利用轮廓测量或触感传感器实现压力 实时检测与闭环调节 | 平/曲面结构 | [119] | |
| 伺服控制与智能算法调压法 | 结合慢时变递归识别算法与自整定PID 实现实时闭环调压 | 多曲率变化结构 | [123] | |
| 多源误差建模与机器人姿态优化法 | 构建误差模型,结合虚拟目标点进行姿态控制 | 大曲率/异形曲面结构 | [124] | |
| 铺放温度 | 经验参数设定法 | 通过人工试验确定经验范围 | 平面/低曲率结构 | [28,113,125-126] |
| 响应面法 | 统计设计多因素交互作用 | 典型平面结构 | [127,132] | |
| 数据驱动法 | FNN/TgNN预测温度场分布,实时在线控制 | 多曲率变化结构 | [128-130] | |
| 加热器角度控制法 | 利用可编程逻辑控制器控制激光加热器 角度,实现能量精确分布 | 热塑性复合材料结构/ 大曲率曲面结构 | [131] | |
| 丝束张力 | 经验参数设定法 | 通过人工试验确定经验范围 | 平面/低曲率结构 | [113] |
| 理论模型法 | 建立张力动态变化模型 | 平面/低曲率结构 | [136] | |
| 模糊自适应PID控制法 | 融合模糊逻辑与自适应PID,实现张力实时控制 | 多曲率变化结构 | [137] |
3.2 自动铺丝路径轨迹优化方法
3.2.1 基于几何优化方程的路径轨迹优化方法
3.2.2 基于自适应和多参考路径的路径轨迹优化方法
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
3.2.3 基于智能优化算法的路径轨迹优化方法
3.2.4 基于其他优化技术的路径轨迹优化方法
表6 AFP路径轨迹优化方法的分类与对比分析Table 6 Classification and comparative analysis of AFP path optimization methods |
| 优化方法类别 | 方法描述 | 优势 | 局限性 | 适用场景 | 文献 |
|---|---|---|---|---|---|
| 几何优化方程类 | STL模型文件重构优化数学模型 | 自动化程度高,人为干预少 | 曲面适应性差,路径 精度有限 | 规则结构、定角度 铺放 | [140-141] |
| 曲面方程与微分几何 | 避免褶皱和重叠,拓展设计空间 | 适应性差,计算复杂 | 压力容器、穹顶类 结构 | [142] | |
| 自适应与多参考路径类 | 分区域多参考路径设计 | 适应性强,适合多层铺放 | 适应性差 | 中低曲率结构 | [143-145] |
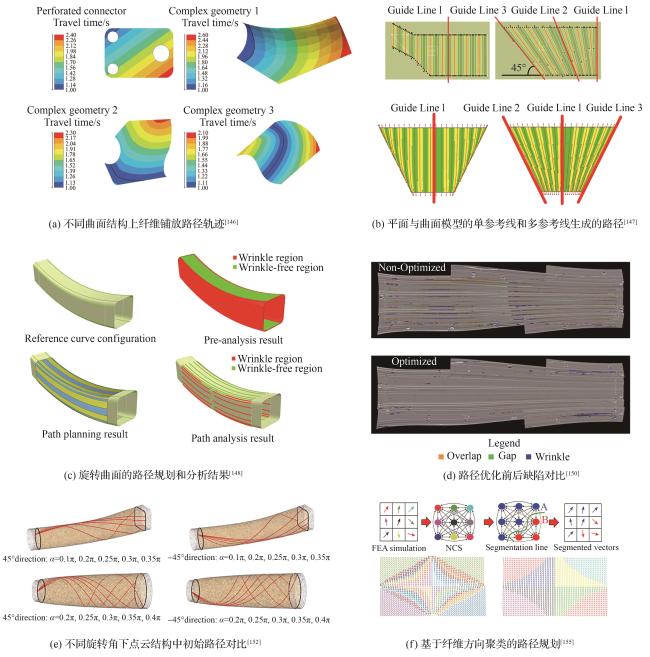
| 网格动态表示与自适应算法 | 高度自适应,路径等距、纤维方向一致 | 实施复杂,计算量大 | 大曲率曲面结构 | [146] | |
| 网格划分与多参考线方向向量优化 | 路径规划效率高,适应性强 | 精度受限于网格划分 质量 | 连续曲面大型结构 | [150] | |
| 自动预分析与遗传算法优化 | 误差小,褶皱少 | 算法参数依赖性强, 耗时长 | 变刚度曲面结构 | [148] | |
| 智能优化算法类 | 基于路径离散误差分解的优化 | 离散点少,精度高 | 高精度算法依赖性强 | 双曲面结构 | [149] |
| 基于高斯过程回归的贝叶斯优化 | 缺陷率低,适用于多种缺陷优化 | 初始采样与模型训练 依赖性强 | 双曲面结构 | [150] | |
| 基于数字图像反卷积 算法 | 全局优化,考虑纤维对齐度和厚度一致性 | 高质量网格化建模 依赖性强 | 高复杂度曲面结构 | [151] | |
| 基于点云结构的定向投影算子算法 | 精度高,通用性强,避免表面重构误差 | 点云质量要求高 | 非参数化、自由 曲面结构 | [152] | |
| 其他优化技术类 | 快速局部曲率校正 | 误差小,厚度均匀 | 曲率控制精度高,计算量大 | 变刚度结构 | [153-154] |
| 基于纤维方向聚类与 B样条拟合 | 保留有限元最优设计信息,路径平滑且制造约束友好 | 聚类划分依赖参数选择 | 变刚度结构 | [155] | |
| 主从控制系统视觉测量与轨迹补偿 | 定位精度高,稳定性好 | 硬件复杂,需高精度 协同 | 复杂曲面结构 | [156-159] |